
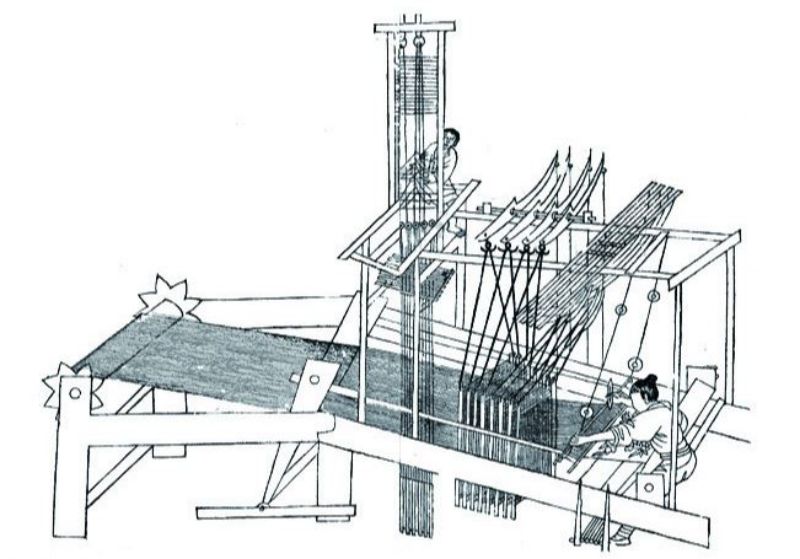
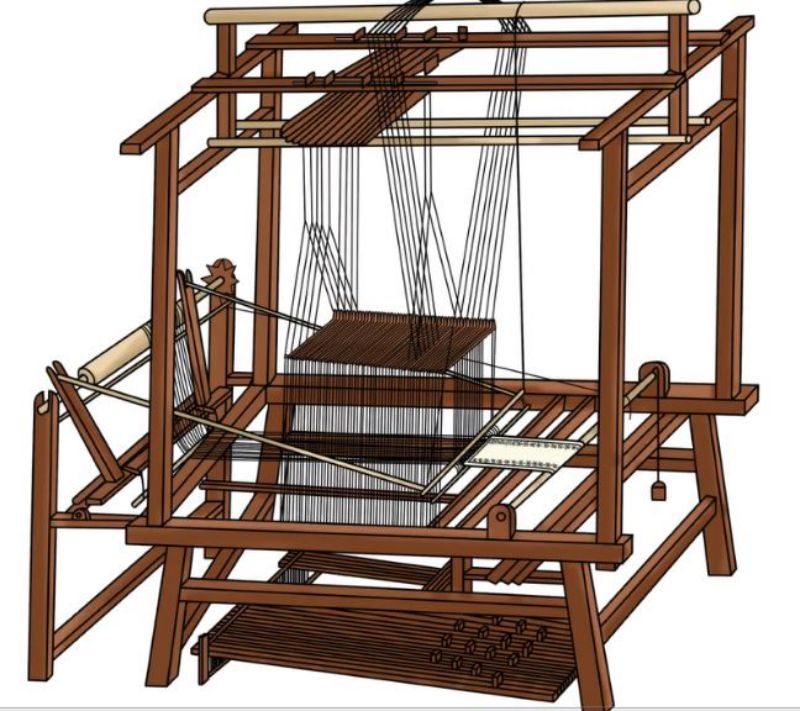
بافندگی
Weaving Weaves Warp و Weft.نخ پیچ خورده به یک باب (حلقه) پیچیده می شود ، و تکه به یک قلاب چرخانده می شود و روی توری Loom قرار می گیرد.در دهه 1930 ، چوب های دست کشیده و چوب لباسی آهنی معرفی شدند.در اوایل دهه 1960 ، 1511 Loom به یک Loom تبدیل شد که امروزه هنوز هم مورد استفاده قرار می گیرد.از آنجا که عرض کمربند کوچک است ، روش بافندگی متفاوت است ، ریشه های منفرد ، ریشه های دوتایی ، ده ها ریشه وجود دارد ، لایه های تک وجود دارد ، لایه های دوتایی وجود دارد.
در سال 1967، گروه تحقیقاتی روبان بدون شاتل با کارگران به عنوان بدنه اصلی، با موفقیت یک دستگاه روبان بافی تک بدون شاتل را با سرعت بالا طراحی و تولید کرد که بافت روبان بدون شاتل را محقق کرد، روند را کوتاه کرد، منطقه کوچکی را اشغال کرد و بهره وری نیروی کار را بهبود بخشید. یک کار پیشگام در تاریخ فناوری روبان چینی است.
در دهه 1970 ، به دلیل محبوبیت دستگاه های رنگرزی و اتو مداوم روبان ، پردازش روبان از رنگ آمیزی و بافندگی اول سنتی تا رنگ آمیزی و رنگ آمیزی ، اولین بافندگی و سفید کردن و پایان مداوم و اتو کردن توسعه یافته است.فناوری روبان وارد صفوف تولید انبوه مکانیزه شده است.در اوایل دهه 1980 ، سوئیس ، ایتالیا و جمهوری فدرال آلمان ماشینهای بافندگی کمربند بدون شاتل با سرعت بالا ، دستگاه های اتو ، ماشین های بسته بندی ، ماشین های پیچ و تاب و غیره را معرفی کردند.و فناوری روبان وارد مرحله جدیدی از توسعه شده است.
پیشرفت فناوری تورینگ باعث به روزرسانی محصولات شده است.در سال 1979 ، اولین نسل چین از کمربند شمش لاستیکی SD9-9 با موفقیت تولید شد ، به طوری که محصولات کمربند لاستیکی به تاریخ وابستگی به واردات پایان دادند.1980 کمربند شمش لاستیکی SD-81A و B از نوع SD-81A و B را توسعه داد ، با طول ، نازک ، قوی ، کشیدگی کوچک ، ضربه کوچک ، ویژگی های مفصل کوتاه و مسطح.در آغاز سال 1990 ، تولید آزمایشی کمربند ایمنی اتومبیل سانتانا موفقیت آمیز بود.پس از گذشت بیش از دو سال تحقیق و تولید آزمایش ، کیفیت محصول به استانداردهای QC49-92 و TL-VW470 رسیده است.
بافندگی (بافندگی شمش)
پس از اینکه بشکه نخ و پود به شکل لوله پود پیچیدند، آنها را در پایه دندان ثابت دستگاه بافندگی قرار می دهند.لوله پود در امتداد مسیر شکل-8 می چرخد و نخ ها را روی یکدیگر می کشد.معمولا تعداد شمش ها زوج، روبان لوله ای، تعداد شمش ها فرد و روبان صاف است.فرآیند بافت از چین قدیم استفاده می شده است و تعداد دوک ها بسته به تجهیزات از 9 تا 100 عدد متغیر است.فرآیند اصلی بافت عبارت است از: سفید کردن، سیم پیچی، بافندگی، برش، بسته بندی.از سال 1960 ، بسیاری از نوآوری های فن آوری در دستگاه بافندگی انجام شده است ، عمدتاً از جمله گسترش قطر صفحه هلو ، نصب دستگاه های توقف خودکار برای شکستن نوارهای لاستیکی و جایگزینی شمش های آهنی با دوک های نایلون.بهبود این تجهیزات سرعت را به 190 ~ 190 دور در دقیقه افزایش داده است ، میزان عمودی دو برابر شده است و کیفیت محصول تا حد زیادی بهبود یافته است.

شما می توانید نه تنها توری ، بلکه طناب را نیز بافته کنید.کمربند لوله ای نوعی طناب بافته است که به قطر 1 تا 4 سانتی متر طناب یا خط طناب، قطر بیش از 4 سانتی متر را طناب و قطر بیش از 40 سانتی متر را کابل یا کابل می گویند.در سال 1989، صنعت تجهیزات خط تولید کابل کلیشه ای ژاپنی را معرفی کرد، سال بعد تولید کابل کلیشه ای پلی پروپیلن، برنده جایزه ملی نقره شد.
بافندگی
در دهه 1970 ، بافت بافندگی پیچ و بافت بافندگی به طور گسترده ای در توری استفاده شد.در سال 1973 ، تولید آزمایشی کمربند تنگ نایلون بافتنی موفقیت آمیز بود.در سال 1982 ، معرفی دستگاه قلاب دوزی ایتالیایی ، فناوری پیشرفته ، طیف گسترده ای از محصولات ، به ویژه برای پارچه های تزئینی نازک مانند توری ، نوارهای الاستیک ، صفحه های پنجره ، کمربندهای تزئینی و غیره مناسب است.فرآیند اساسی: سفید کردن - سیم پیچ - بافندگی - اتو - بسته بندی.

قبل از دهه 1970 ، لوله شیلنگ آتش توسط دستگاه افقی با تغییر شکل قطر بزرگ و خروجی کم بافته می شد.در نیمه دوم سال 1974 ، طبق اصل بافندگی ، این صنعت گروه تحقیقاتی بافندگی لوله لوله را با استفاده از پیچ و تاب و پیچ و تاب ، با تکیه بر نخ حلقه در طی فرآیند حلقه ، با استفاده از بشکه سوزن و حل و فصل قوس تسویه حساب کرد. نخ حلقه ای برای اتصال پیچ و تاب و پیچ و تاب به یک کل ، به یک پارچه بافتنی توبولار با روکش پیاز و روکش پیچ تبدیل می شود.سطح فناوری تولید لوله آب روکش شده و شلنگ آتش فشار بالا در خط مقدم کشور قرار دارد.
زمان پست: دسامبر 06-2023